厚层气体碳氮共渗多用炉
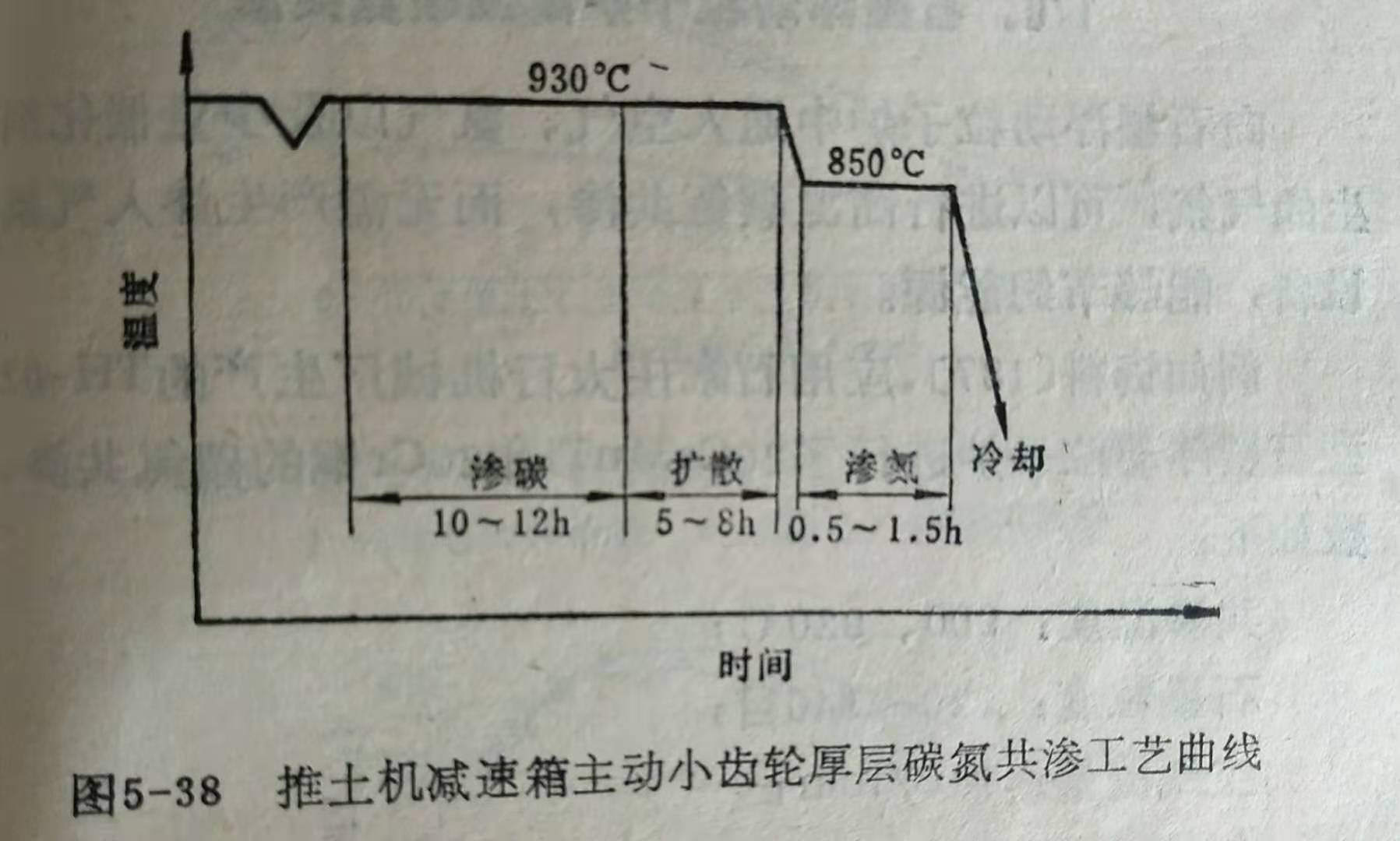
厚层气体碳氮共渗原理介绍: 碳氮共渗时由于形成了含氮的表面层,耐磨性比渗碳 高,工件变形较小是这一工艺的优点。但是,渗层较薄( 般为0.5mm左右),难以适用于重负荷齿轮等工件,而且容 易生成脆性e相及渗层中残余奥氏体数量较多等。 为了避免上述缺点,可将共渗时的渗碳、渗氮分段进行 (其中渗碳过程又可分为渗碳及扩散两个阶段)。 例如,推土机减速箱主动小齿轮厚层气体碳氮共渗工艺 曲线如图5-38所示。共渗在渗碳炉中用露点为-11~-13℃ 的吸热式气氛与0.25%丙烷,于930℃下渗碳10~12h,扩散5~8h,之后降温到850℃。然后在一2℃露点的吸热式气中 通以2HN3,保持0.5~1.5h并油淬。最后在180℃回火3h。 用此法可得到齿部节圆上2.2mm深的渗层,表面硬度为 HV810。
采用此工艺我公司生产的碳氮共渗多用炉具有炉温控温均匀性好±2摄氏度,碳控精度高±0。02 C%,处理产品金像组织均匀,渗碳层稳定。