高温气体碳氮共渗多用炉
使钢制工件表面同时渗碳及氮的工艺称为碳氮共渗, 其目的是在保持心部高韧性的条件下获得高硬度的表面层 以提高耐磨性及疲劳抗力。 碳氮共渗工件的组织和性能主要取决于共渗温度,按照 温度的不同,可分为高温(900~950℃)、中温(750~ 900℃)及低温(500~700℃)碳氮共渗三种。每一种温度 的共渗均可在气体、液体或固体介质中进行。高温碳氮共渗 时,表层含氮极低,而碳较多,渗层组织及性能与渗碳相 近,因此在生产中多为渗碳所代替。
分段气体碳氮共渗:
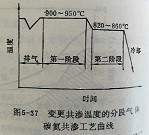
当共渗层深度要求较厚时(大于1mm),为了防止渗层 中C、N浓度过高并缩短工艺时间,可采用分段共渗,工艺曲 线如图5-37所示,为变更共渗温度的分段气体 碳氮共渗。工艺过程分为两个阶段,两阶段所用介质量基本相同,而 共渗温度不同。阶段所用共渗温度为900~950℃。由于温度较高,此时主要是渗碳。 扩散速度较快,可缩短为获得一定层深所需要的时间。第二阶段共渗温度为820~860℃,由于温度低,表层氮浓度增加 并继续向内层扩散。
采用此工艺我公司生产的碳氮共渗多用炉具有炉温控温均匀性好±2摄氏度,碳控精度高±0。02 C%,处理产品金像组织均匀,渗碳层稳定。