
等温渗氨
在气体介质中进行渗氮热处理称为气体渗氮,由于工艺参数不同分为等温渗氮、二段渗氮、三段渗氮等。
在温度460~530℃及氨分解率(20%~30%)均不变动的条件下进行渗氮,称为等温渗氮。由于温度较低,工件变形小,但渗氮周期长,为得到0.6~1mm的渗层,需要保温50一120h。例如,38CrM0A1钢制造的精密磨床主轴,要求渗氮层深度0.4~0.6mm、渗层硬度大于HV900,其等温渗氮工艺曲线如图所示。为了降低渗氮层的脆性,常在渗氮结束前2~4h进行退氮处理。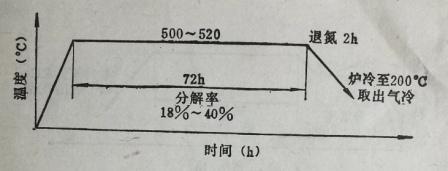
38CrMoA1钢制精密磨床主轴等温渗氮工艺曲线
等温渗氮的温度较高时,渗层较厚,表面硬度较低,但渗层的分布较为平稳。氨的分解率过高时,气氛中氢分子浓度过大,影响工件对氮的吸收,还易产生软区,因此,在工艺过程中对温度和氨的分解率都应严格控制。
氨的分解率系指用氨进行渗氮时,在工艺过程中氨分解的N2、H2,混合气体占炉中气体(主要指未分解的氨气,和已分解的N2、H2气体三者的总和)的体积百分比,即指氨的分解程度,是渗氮工艺的重要工艺参数。
等温渗氯工艺适用于硬度要求高而变形要求小的工件。